The kinetic energy of an object is the extra energy which it possesses due to its motion. It is defined as the work needed to accelerate a body of a given mass from rest to its current velocity. Having gained this energy during its acceleration, the body maintains this kinetic energy unless its speed changes. Negative work of the same magnitude would be required to return the body to a state of rest from that velocity.
The kinetic energy of a single object is completely frame-dependent (relative): it can take any non-negative value, by choosing a suitable inertial frame of reference. For example, a bullet racing by a non-moving observer has kinetic energy in the reference frame of this observer, but the same bullet has zero kinetic energy in the reference frame which moves with the bullet. By contrast, the total kinetic energy of a system of objects is not completely removable by a suitable choice of the inertial reference frame, unless all the objects have the same velocity. In any other case the total kinetic energy is at least equal to a non-zero minimum which is independent of the inertial reference system. This kinetic energy (if present) contributes to the system's invariant mass, which is seen as the same value in all reference frames, and by all observers.
The kinetic energy of an object of mass m traveling at a speed v is mv2/2, provided v is much less than the speed of light
History and etymology
The adjective "kinetic" has its roots in the Greek word κίνηση (kinesis) meaning "motion" – the same root as in the word cinema (referring to motion pictures).
The principle in classical mechanics that E ∝ mv² was first theorized by Gottfried Leibniz and Johann Bernoulli, who described kinetic energy as the "living force", vis viva. Willem 's Gravesande of the Netherlands provided experimental evidence of this relationship. By dropping weights from different heights into a block of clay, 's Gravesande determined that their penetration depth was proportional to the square of their impact speed. Émilie du Châtelet recognized the implications of the experiment and published an explanation.[1]
The terms "kinetic energy" and "work" with their present scientific meanings date back to the mid 19th century. Early understandings of these ideas can be attributed to Gaspard-Gustave Coriolis who in 1829 published the paper titled Du Calcul de l'Effet des Machines outlining the mathematics of kinetic energy. William Thomson, later Lord Kelvin, is given the credit for coining the term "kinetic energy" c. 1849 - 1851
There are various forms of energy: chemical energy, heat, electromagnetic radiation, potential energy (gravitational, electric, elastic, etc.), nuclear energy, rest energy. These can be categorized in two main classes: potential energy and kinetic energy.
Kinetic energy can be best understood by examples that demonstrate how it is transformed to and from other forms of energy. For example, a cyclist will use chemical energy that was provided by food to accelerate a bicycle to a chosen speed. This speed can be maintained without further work, except to overcome air-resistance and friction. The energy has been converted into kinetic energy – the energy of motion – but the process is not completely efficient and heat is also produced within the cyclist.
The kinetic energy in the moving cyclist and the bicycle can be converted to other forms. For example, the cyclist could encounter a hill just high enough to coast up, so that the bicycle comes to a complete halt at the top. The kinetic energy has now largely been converted to gravitational potential energy that can be released by freewheeling down the other side of the hill. (Since the bicycle lost some of its energy to friction, it will never regain all of its speed without further pedaling. Note that the energy is not destroyed; it has only been converted to another form by friction.) Alternatively the cyclist could connect a dynamo to one of the wheels and also generate some electrical energy on the descent. The bicycle would be traveling more slowly at the bottom of the hill because some of the energy has been diverted into making electrical power. Another possibility would be for the cyclist to apply the brakes, in which case the kinetic energy would be dissipated through friction as thermal energy.
Like any physical quantity which is a function of velocity, the kinetic energy of an object depends on the relationship between the object and the observer's frame of reference. Thus, the kinetic energy of an object is not invariant.
Examples
Spacecraft use chemical energy to take off and gain considerable kinetic energy to reach orbital velocity. This kinetic energy gained during launch will remain constant while in orbit because there is almost no friction. However it becomes apparent at re-entry when the kinetic energy is converted to heat.
Kinetic energy can be passed from one object to another. In the game of billiards, the player gives kinetic energy to the cue ball by striking it with the cue stick. If the cue ball collides with another ball, it will slow down dramatically and the ball it collided with will accelerate to a speed as the kinetic energy is passed on to it. Collisions in billiards are effectively elastic collisions, where (by definition) kinetic energy is preserved. In inelastic collisions, kinetic energy is dissipated as: heat, sound, binding energy (breaking bound structures), or other kinds of energy.
Flywheels are being developed as a method of energy storage (see Flywheel energy storage). This illustrates that kinetic energy can also be rotational.
Wiki
Wednesday, June 23, 2010
Kinetic Energy
Injection Molding
Injection molding (British English: moulding) is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the mold cavity.[1] After a product is designed, usually by an industrial designer or an engineer, molds are made by a moldmaker (or toolmaker) from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars.
The first man-made plastic was invented in Britain in 1851 by Alexander Parkes. He publicly demonstrated it at the 1862 International Exhibition in London, calling the material he produced "Parkesine." Derived from cellulose, Parkesine could be heated, molded, and retain its shape when cooled. It was, however, expensive to produce, prone to cracking, and highly flammable.
In 1868, American inventor John Wesley Hyatt developed a plastic material he named Celluloid, improving on Parkes' invention so that it could be processed into finished form. Together with his brother Isaiah, Hyatt patented the first injection molding machine in 1872.[3] This machine was relatively simple compared to machines in use today. It worked like a large hypodermic needle, using a plunger to inject plastic through a heated cylinder into a mold. The industry progressed slowly over the years, producing products such as collar stays, buttons, and hair combs.
The industry expanded rapidly in the 1940s because World War II created a huge demand for inexpensive, mass-produced products. In 1946, American inventor James Watson Hendry built the first screw injection machine, which allowed much more precise control over the speed of injection and the quality of articles produced. This machine also allowed material to be mixed before injection, so that colored or recycled plastic could be added to virgin material and mixed thoroughly before being injected. Today screw injection machines account for the vast majority of all injection machines. In the 1970s, Hendry went on to develop the first gas-assisted injection molding process, which permitted the production of complex, hollow articles that cooled quickly. This greatly improved design flexibility as well as the strength and finish of manufactured parts while reducing production time, cost, weight and waste.
The plastic injection molding industry has evolved over the years from producing combs and buttons to producing a vast array of products for many industries including automotive, medical, aerospace, consumer products, toys, plumbing, packaging, and construction
Applications
Injection molding is used to create many things such as wire spools, packaging, bottle caps, automotive dashboards, pocket combs, and most other plastic products available today. Injection molding is the most common method of part manufacturing. It is ideal for producing high volumes of the same object.[5] Some advantages of injection molding are high production rates, repeatable high tolerances, the ability to use a wide range of materials, low labor cost, minimal scrap losses, and little need to finish parts after molding. Some disadvantages of this process are expensive equipment investment, potentially high running costs, and the need to design moldable parts.
Examples of Polymers Best Suited for the Process
Most polymers may be used, including all thermoplastics, some thermosets, and some elastomers.[7] In 1995 there were approximately 18,000 different materials available for injection molding and that number was increasing at an average rate of 750 per year. The available materials are alloys or blends of previously developed materials meaning that product designers can choose from a vast selection of materials, one that has exactly the right properties. Materials are chosen based on the strength and function required for the final part, but also each material has different parameters for molding that must be taken into account.[8] Common polymers like Epoxy and phenolic are examples of thermosetting plastics while nylon, polyethylene, and polystyrene are thermoplastic
Equipment
Injection molding machines consist of a material hopper, an injection ram or screw-type plunger, and a heating unit.[2] They are also known as presses, they hold the molds in which the components are shaped. Presses are rated by tonnage, which expresses the amount of clamping force that the machine can exert. This force keeps the mold closed during the injection process. Tonnage can vary from less than 5 tons to 6000 tons, with the higher figures used in comparatively few manufacturing operations. The total clamp force needed is determined by the projected area of the part being molded. This projected area is multiplied by a clamp force of from 2 to 8 tons for each square inch of the projected areas. As a rule of thumb, 4 or 5 tons/in2 can be used for most products. If the plastic material is very stiff, it will require more injection pressure to fill the mold, thus more clamp tonnage to hold the mold closed.[10] The required force can also be determined by the material used and the size of the part, larger parts require higher clamping force.
Mold
Since molds have been expensive to manufacture, they were usually only used in mass production where thousands of parts were being produced. Typical molds are constructed from hardened steel, pre-hardened steel, aluminum, and/or beryllium-copper alloy. The choice of material to build a mold from is primarily one of economics; in general, steel molds cost more to construct, but their longer lifespan will offset the higher initial cost over a higher number of parts made before wearing out. Pre-hardened steel molds are less wear-resistant and are used for lower volume requirements or larger components. The typical steel hardness is 38-45 on the Rockwell-C scale. Hardened steel molds are heat treated after machining. These are by far the superior in terms of wear resistance and lifespan. Typical hardness ranges between 50 and 60 Rockwell-C (HRC). Aluminum molds can cost substantially less, and, when designed and machined with modern computerized equipment, can be economical for molding tens or even hundreds of thousands of parts. Beryllium copper is used in areas of the mold that require fast heat removal or areas that see the most shear heat generated.[12] The molds can be manufactured either by CNC machining or by using Electrical Discharge Machining processes.
Wiki
Thermophoresis
Thermophoresis, also called thermomigration, thermodiffusion, or Sorét effect, or Ludwig-Soret effect, is a phenomenon observed when a mixture of two or more types of motile particles (particles able to move) are subjected to the force of a temperature gradient and the different types of particles respond to it differently. The term "Sorét effect" (or Ludwig-Sorét effect) is normally intended to mean thermophoresis in liquids only. The word "thermophoresis" is most often intended to mean the behavior in aerosols, not liquids, but the broader meaning is also common. The mechanisms of thermophoresis in liquid mixtures differ from those in gas mixtures, and are generally not as well understood.
The phenomenon is observed at the scale of one millimeter or less. An example that may be observed by the naked eye with good lighting is when the hot rod of an electric heater is surrounded by tobacco smoke: the smoke goes away from the immediate vicinity of the hot rod. As the small particles of air nearest the hot rod are heated, they create a fast flow away from the rod, down the temperature gradient. They have acquired higher kinetic energy with their higher temperature. When they collide with the large, slower-moving particles of the tobacco smoke they push the latter away from the rod. The force that has pushed the smoke particles away from the rod is an example of a thermophoretic force.
Thermodiffusion is labeled "positive" when particles move from a hot to cold region and "negative" when the reverse is true. Typically the heavier/larger species in a mixture exhibits positive thermophoretic behavior while the lighter/smaller species exhibit negative behavior. In addition to the sizes of the various types of particles and the steepness of the temperature gradient, the heat conductivity and heat absorption of the particles play a role.
Thermophoresis has a number of practical applications. The basis for applications is that, because different particle types move differently under the force of the temperature gradient, the particle types can be separated by that force after they've been mixed together, or prevented from mixing together if they're already separated. Impurity ions may move from the cold side of a semiconductor wafer towards the hot side, since the higher temperature makes the transition structure required for atomic jumps more achievable. The diffusive flux may occur in either direction (either up or down the temperature gradient), dependent on the materials involved. Thermophoretic force has been used in commercial precipitators for applications similar to electrostatic precipitators. It is exploited in the manufacturing of optical fiber in vapor deposition processes. It can be important as a transport mechanism in fouling. Thermophoresis has also been shown to have potential in facilitating drug discovery by allowing the detection of aptamer binding by comparison of the bound versus unbound motion of the target molecule.[1] This approach has been termed microscale thermophoresis. Furthermore, thermophoresis has been demonstrated as a versatile technique for manipulating single biological macromolecules, such as genomic-length DNA, in micro- and nanochannels by means of light-induced local heating.[2] Thermophoresis is also used to separate polymers in the area of the field flow fractionation.
Wiki

Martensite
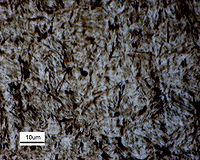
Martensite, named after the German metallurgist Adolf Martens (1850–1914), most commonly refers to a very hard form of steel crystalline structure, but it can also refer to any crystal structure that is formed by displacive transformation. It includes a class of hard minerals occurring as lath- or plate-shaped crystal grains. When viewed in cross-section, the lenticular (lens-shaped) crystal grains appear acicular (needle-shaped), which is how they are sometimes incorrectly describedIn the 1890s, Martens studied samples of different steels under a microscope, and found that the hardest steels had a regular crystalline structure. He was the first to explain the cause of the widely differing mechanical properties of steels. Martensitic structures have since been found in many other practical materials, including shape memory alloys and transformation-toughened ceramics.
The martensite is formed by rapid cooling (quenching) of austenite which traps carbon atoms that do not have time to diffuse out of the crystal structure. This martensitic reaction begins during cooling when the austenite reaches the martensite start temperature (Ms) and the parent austenite becomes mechanically unstable. At a constant temperature below Ms, a fraction of the parent austenite transforms rapidly, then no further transformation will occur. When the temperature is decreased, more of the austenite transforms to martensite. Finally, when the martensite finish temperature (Mf) is reached, the transformation is complete. Martensite can also form by application of stress (this property is frequently used in toughened ceramics like yttria stabilised zirconia and in special steels like TRIP steels(i.e. transformation induced plasticity steels)). Thus Martensite can be thermally induced or stress induced.
One of the differences between the two phases is that martensite has a body centered tetragonal crystal structure, whereas austenite has a face center cubic (FCC) structure. The transition between these two structures requires very little thermal activation energy because it is a martensitic transformation, which results in the subtle but rapid rearrangement of atomic positions, and has been known to occur even at cryogenic temperatures. Martensite has a lower density than austenite, so that the martensitic transformation results in a relative change of volume.[1]
Martensite is not shown in the equilibrium phase diagram of the iron-carbon system because it is not an equilibrium phase. Equilibrium phases form by slow cooling rates allowing sufficient time for diffusion, whereas martensite is usually formed by fast cooling rates. Since chemical processes (the attainment of equilibrium) accelerate at higher temperature, martensite is easily destroyed by the application of heat. This process is called tempering. In some alloys, the effect is reduced by adding elements such as tungsten that interfere with cementite nucleation, but, more often than not, the phenomenon is exploited instead. Since quenching can be difficult to control, many steels are quenched to produce an overabundance of martensite, then tempered to gradually reduce its concentration until the right structure for the intended application is achieved. Too much martensite leaves steel brittle, too little leaves it soft.
Wiki
Plasticity in Amorphous Materials
Crazing
In amorphous materials, the discussion of “dislocations” is inapplicable, since the entire material lacks long range order. These materials can still undergo plastic deformation. Since amorphous materials, like polymers, are not well-ordered, they contain a large amount of free volume, or wasted space. Pulling these materials in tension opens up these regions and can give materials a hazy appearance. This haziness is the result of crazing, where fibrils are formed within the material in regions of high hydrostatic stress. The material may go from an ordered appearance to a "crazy" pattern of strain and stretch marks.
Plasticity in martensitic materials
Some materials, especially those prone to Martensitic transformations, deform in ways that are not well described by the classic theories of plasticity and elasticity. One of the best-known examples of this is nitinol, which exhibits pseudoelasticity: deformations which are reversible in the context of mechanical design, but irreversible in terms of thermodynamics
Plasticity in cellular materials
These materials plastically deform when the bending moment exceeds the fully plastic moment. This applies to open cell foams where the bending moment is exerted on the cell walls. The foams can be made of any material with a plastic yield point which includes rigid polymers and metals. This method of modeling the foam as beams is only valid if the ratio of the density of the foam to the density of the matter is less than 0.3. This is because beams yield axially instead of bending. In closed cell foams, the yield strength is increased if the material is under tension because of the membrane that spans the face of the cells.
Wiki
